
热点
新内容
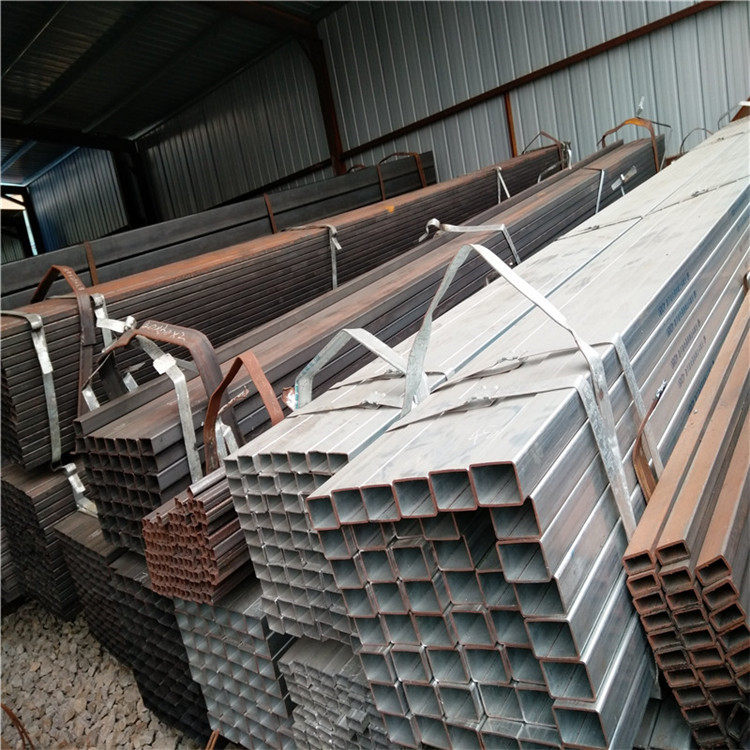
宁德q345b镀锌方管400×400×80-140方管现货销售
发布用户:xyd13406357780
发布时间:2024-05-07 16:17:42
4.3磨料的粒径及配比为获得较好的均匀清洁度和粗糙度分布。磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄。同时由于锚纹太深。在防腐过程中防腐层易形成气泡。严重影响防腐层的性能。粗糙度太小会造成防腐层附着力及耐冲击强度下降。对于严重的内部点蚀。不能仅靠大颗粒磨料高强度冲击。还必须靠小颗粒打磨掉腐蚀产物来达到效果。同时合理的配比设计不仅可减缓磨料对管道及喷嘴(叶片)的磨损。而且磨料的利用率也可大大提高。
(高压化肥设备用化肥 管)。主要用于化肥设备上输送高温高压流体管道。 rMo、15CrMo、12Cr2Mo、12Cr5Mo等。
由于太阳能热泵系统中设有蓄热装置,因此夏季可利用夜间谷时电力进行蓄冷运行,以供白天供冷之用,不仅运行费用便宜,而且有助于电力错峰。考虑到制冷剂的充注量和泄漏问题,直膨式太阳能热泵一般适用于小型供热系统,如户用热水器和供热空调系统。其特点是集热面积小、系统紧凑、集热效率和热泵性能高、适应性好、自动控制程度高等尤其是应用于生产热水,具有节能、方便、全天候等优点,其造价与空气源热泵热水器相当,性能更优越。非直膨式系统具有形式多样、布置灵活、应用范围广等优点,适合于集中供热、空调和供热水系统。易于与建筑一体化。阳能热泵热水器的研究现状早在2世纪5年代初,太阳能热利用的先驱者Jodan和Therkeld就指出了太阳能热泵的优越性,即可同时提高太阳能集热器效率和热泵系统性能。随后,日本、美国、瑞典、澳大利亚等发达 纷纷投入了大量的人力、物力对太阳能热泵进行深入的研究与发,在各地实施了多项太阳能热泵示范工程,宾馆、住宅、学校、、图书馆以及游泳馆等,取得了一定的经济效益和良好的社会效益。
1 生产工艺流程及工艺要点
生产工艺流程为:坯料锯切坯料加热穿孔轧管微张力减径冷却矫直切管包装交货。
2 工艺参数的确定及孔型设计
该厂使用¢120mm连铸坯料轧制生产114mm×22mm钢管时,钢管的壁厚系数较大,使定径后的钢管横向壁厚不均,造成钢管的内表面出现的“内六方”程度较为严重。
3 实际生产效果
减小总减径率和单架减径率以及优化孔型参数后,对114mm×22mm成品钢管进行实物取样,通过实际测量数据,表明“内六方”程度显着降低,达到了 标准,并完全满足用户需求。通过对优化前后所测的数据比较,可以得知,应用优化后的114mm孔型所生产出的钢管“内六方”度量值明显减小。
4 结论
生产实践证明,114mm机组三辊式十四架两电机集中差速传动微张力减径机,可以通过减小总减径率和单机架减径率以及选择合理的孔型设计,来减少直至消除微张力减径钢管的“内六方”缺陷。
从焊接变形理论可知。影响矩形管焊接变形大小的主要因素是:焊缝尺寸越大。熔敷金属越多。变形越大。焊缝尺寸相等时。焊缝热输入越大。造成的变形也越大。焊接大长焊缝时。分段比直通焊变形要小。焊缝布置不对称或虽布置对称但不对称焊接。焊缝部位偏离越严重。变形越大。构件刚性越小。变形越大。矩形管焊接规范通过工艺试验和工艺分析。确定矩形管对接焊缝采用双层CO2气体保护焊。焊接材料用H08Mn2SiA。1.2mm焊丝。保护气体为纯CO2气体。
上一篇:上海scs13大量圆钢
下一篇:陕西商洛丹凤支座灌浆料厂家