
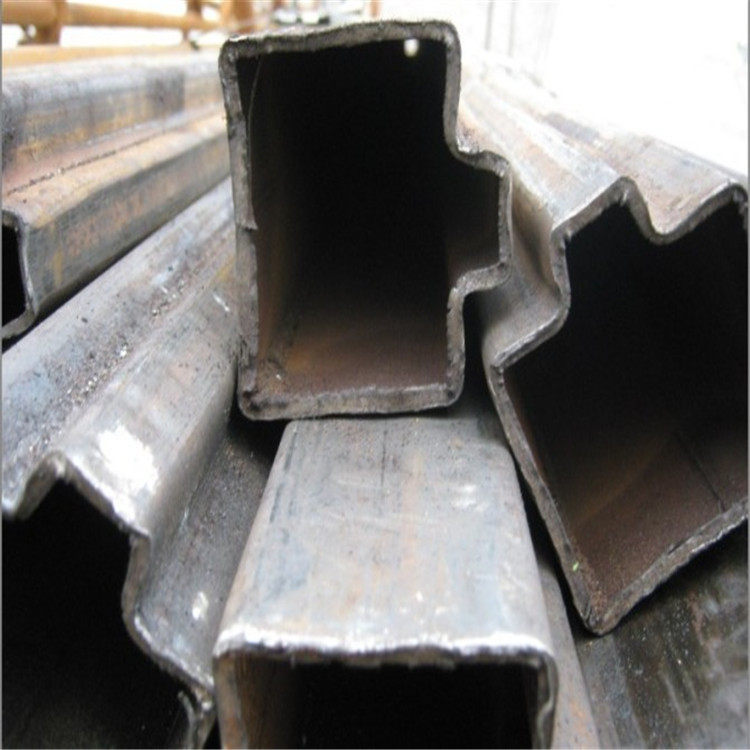
围栏网用50*50镀锌凹槽管 60*105镀锌凸型管加工生产
围栏网用50*50镀锌凹槽管 60*105镀锌凸型管生产

从低温溶液水解分出的氢氧化铁加热时首要得到的产品是一水氧化铁即针铁矿,继而是半水氧化铁即水赤铁矿,进一步加热则得到α型Fe2O3。针铁矿和γ型Fe2O3的改变温度大致在16℃邻近。如选用高温水解的法,跟着不断进步水解温度,也能够顺次得到一水、半水和无水三氧化二铁。工业上用以堆积除铁的赤铁矿法系高温水解法。温度愈高水解速度愈快,愈有利于在较高酸度下堆积铁。在2℃高温下,即便浓度高达1kg∕m3,溶液中残留的铁浓度仍可下降到5~6kg∕m3。

山东鑫悦达方管厂是一家集生产销于一体,以方管、异型管为主营产品的大型钢材企业,异型管、扇形管、椭圆管、滚筒管、面包管、马蹄管、八角管、六角管、八字管、梅花管。T型管、三角管等产品,产品主要用于各种机械、汽车、工业链条、金属结构、桥梁结构、桁架结构、铁路各线普通道岔及提速道岔的 垫板、铁路垫板、铁路车辆的以及纺织机械、工具、农具等行业的用材,常备异型管库存10000多吨。
3、焊管工艺流程卷--平整--端部剪切及焊接--活套--成形--焊接--内外焊珠去除--预校正--感应热--定径及校直--涡流检测--切断--水压检查--酸洗--功能功能功能终检查--包装4、无缝方管工艺流程圆钢--管坯--检验--加热--穿孔--定径--热轧--平头--检验--酸洗--球型退火--冷拔--成型--齐口--检验异形钢管生产时的工艺:
直流道的形式可选用别的方式如斜流道等。笔者经过试验,重点试验成功的的几种形式如图2所示。将中心支架浇口(轮辐式浇口)改为合适位置的侧浇口,可以减少浇口个数及熔料流向,达到减少熔接痕的目的。将直接进料浇口改为合适位置的侧浇13,增加冷料井,阻止冷料流人模具型腔。将不合适的侧浇改为环形分流道浇口,如图2z所示,使熔料流动呈流线形,产品方便。【x)(Y)(Z)x一管箍类中心支架浇VI改为侧进料浇VI;Y一三通类直接进料浇VI改为侧进料浇VI;z—9。果讨论4.1a类浇注系统与X类浇注系统比较PVC—U管件注塑模具设计时,直通类制品浇口一般选a类。经过优化后,改用x类,并且x类可以推广到直径较小的45。弯头、三通等。将两种浇注系统用于l1mm直通时,其过程及制品的有关情况比较列于表1。由表1可看出,PE—C填加量增大会降低维卡软化温度。另外,表1中的表观缺陷、坠落性能、注射工艺项目中,两类浇注系统的模具使用的中PVC—U/PE—C均为1/12(份)。2b类浇注系统与Y类浇注系统比较这两类浇注系统主要用于PVC—U管件的llmm以上的9。弯头、三通等。b类浇注系统经表1Ol1mm的直通使用两类浇注系统的情况比较项目选用a类浇注系统改用X类浇注系统浇口周围有发红现象,并仅在浇口处有很小一点表观缺陷有流动斑纹、分层等现斑纹,无分层现象,制品象;制品表面不光亮表面光亮制品在~C3min后从1~1.2m处自由落制品在~C3min坠落性能后从2~3m处自由落下下在浇口处或熔接部位常出现破裂无破裂现象采用3~4级注射工艺,注射:[艺仅用2级注射,易调整消除缺陷效果甚微体系中PVC—U/PE—C:将中PE—c降至4份1/12(份),制品维卡时,制品的坠落性能优于的改善软化温度69℃前者,维卡软化温度81℃后形成Y类。
以“客户的成功,才是我们的成功”的经营准则为广大客户质的服务。
围栏网用50*50镀锌凹槽管 60*105镀锌凸型管生产
高质量异型钢管的成分均匀,冷剪机的装载量高,切头内螺纹润化而齐整,而产品异型钢管由于原材料差,切头内螺纹经常会出現掉肉的状况,即凹凸不平,而且无金属光泽。而且由于产品生产商商品切头少,会出現大耳子。产品异型钢管原材料含沉渣多,钢的密度偏小,而且标准错漏情况严重,因而在沒有游标卡尺的状况下,能够对它进行秤重核查。
